When your Variable Frequency Drive trips unexpectedly, every minute of downtime erodes both your production targets and your sustainability metrics. For agricultural facility managers and industrial engineers alike, a failed VFD doesn’t just stop motors—it halts revenue streams and wastes the energy efficiency gains you’ve invested heavily to achieve.
Mastering VFD troubleshooting isn’t simply about fixing what’s broken; it’s about safeguarding operational continuity and protecting bottom-line performance. The ability to quickly diagnose issues prevents cascading equipment failures, extends motor lifespan, and ensures your energy-saving systems actually deliver ROI.
This guide provides the practical, field-tested diagnostic strategies you need to minimize interruptions, reduce maintenance costs, and keep your critical systems running at peak efficiency.
The True Cost of VFD Downtage: Engineering Economics and Technical Diagnostics
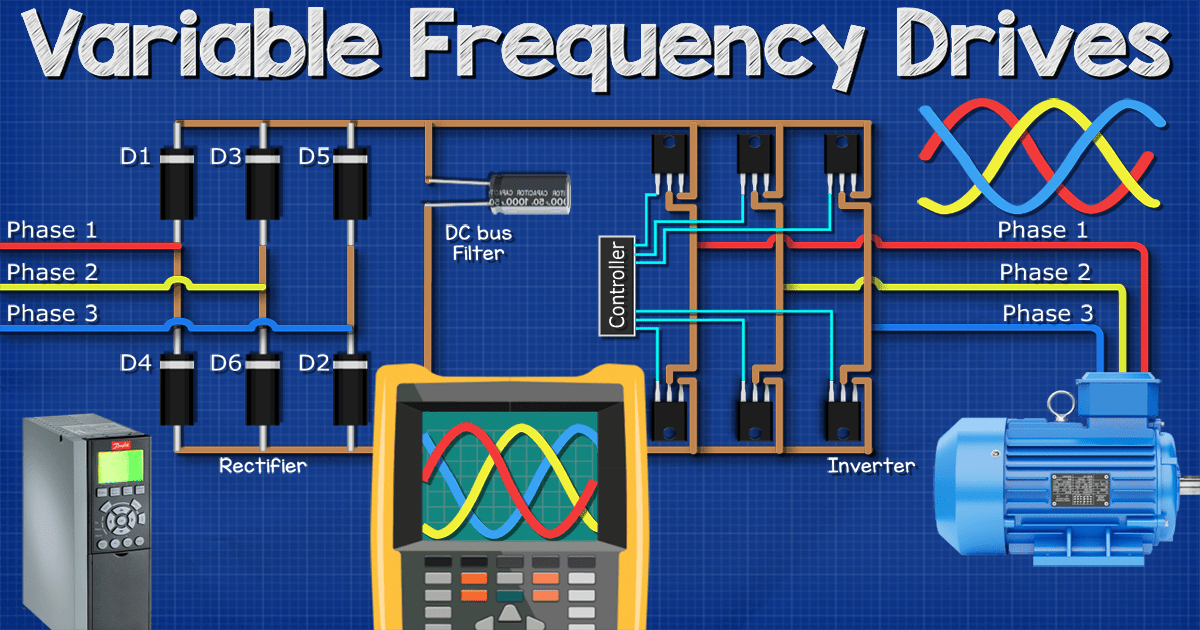
Variable Frequency Drive (VFD) failures represent one of the most expensive maintenance scenarios in industrial automation, with unplanned downtime costing facilities between $10,000 to $250,000 per hour depending on operational scale. The troubleshooting process itself incurs direct costs including specialized labor ($150-$300/hour for certified drive technicians), diagnostic equipment rentals, and potential production losses during fault isolation. However, systematic troubleshooting protocols can reduce mean time to repair (MTTR) by 60% when properly implemented.
A comprehensive troubleshooting engagement typically requires 4-8 hours for complex faults involving IGBT inspection, DC bus analysis, and control signal verification. For a 100kW industrial drive, emergency repair costs range from $2,500 for connection tightening and parameter resets to $15,000+ for power module replacements. Preventive diagnostic programs, conducted quarterly, reduce catastrophic failure rates by 75% while extending drive lifespan from the typical 10-15 years to 20+ years in harsh environments.
Critical Technical Parameters Affecting VFD Reliability and Cost
Power Rating and Voltage Architecture
Drive selection begins with precise kW matching to motor full load amperage (FLA). Oversizing by more than 15% increases harmonic distortion and reduces power factor correction efficiency. For three-phase systems (380V-480V), drives offer better torque control and lower per-kW costs compared to single-phase inputs (220V-240V), which require derating by 50% and additional capacitor banks for ripple suppression.
Environmental Protection Ratings
IP ratings determine troubleshooting frequency and maintenance costs:
– IP20/NEMA 1: Suitable for clean electrical rooms; require monthly cleaning ($200/year maintenance)
– IP54/NEMA 12: Essential for dust/oil environments; prevent 40% of contamination-related faults
– IP66/NEMA 4X: Required for wash-down areas and outdoor solar pump installations; eliminate moisture ingress failures but add 25% to unit cost
Vector Control Topology
Induction Motor (IM) Vector Control: Cost-effective for standard pumps and fans ($0.08-$0.12 per watt), provides 1:100 speed range with 0.5% accuracy.
Permanent Magnet Synchronous Motor (PMSM) Control: Premium solution ($0.15-$0.22 per watt) offering 1:1000 speed range, 0.01% precision, and 15-20% energy savings in high-torque applications. PMSM drives require specific rotor position algorithms; troubleshooting these requires specialized knowledge of encoder feedback loops.
MPPT Efficiency (Solar Pump Applications)
For solar-powered VFDs, Maximum Power Point Tracking efficiency directly affects system ROI. High-grade drives achieve 99% MPPT efficiency with scan times under 0.5 seconds, while budget units may lag at 95% efficiency, reducing water output by 20% during low-light conditions.
Systematic Troubleshooting Protocol for Industrial VFDs
Phase 1: Safety and Environmental Assessment
NFPA 70E Compliance: Only qualified personnel with arc flash training should service drives. Implement Lockout/Tagout (LOTO) procedures, verify zero energy state with calibrated voltmeters (not just indicator lamps), and discharge DC bus capacitors (which retain lethal voltages for up to 5 minutes after power removal).
Environmental Fault Analysis:
– Contamination: Dust/oil mixture blocks heatsink fins, causing thermal runaway. Check for clogged cooling vents; clean with low-pressure air (never compressed air, which drives debris into capacitors).
– Humidity: Condensation on circuit boards causes corrosion and erratic behavior. NEMA 4X enclosures with desiccant packs reduce humidity-related faults by 90%.
– Temperature: Verify ambient conditions against drive specifications (typically -10°C to +40°C). For every 10°C above rated temperature, capacitor life halves.
Phase 2: Electrical Fault Isolation
High DC Bus Faults: Caused by overhauling loads or line voltage spikes. Solutions include extending deceleration ramps (add 2-5 seconds) or installing dynamic braking resistors (DBRs) sized at 10-20% of drive kW rating.
Related Technical Insight
Overcurrent Events: Check for:
1. Loose power connections (identify by infrared thermography showing >10°C differential)
2. Mechanical binding in pumps/conveyors
3. Acceleration rates set too aggressively (reduce by 20% increments)
4. Input phase imbalance (>3% voltage difference between phases)
Ground Faults: Measure insulation resistance with a megohmmeter. Values below 1MΩ indicate cable or motor winding degradation. Common in submersible pumps where moisture penetrates conduit seals.
Phase 3: Control Signal Diagnostics
Analog Signal Loss (4-20mA):
– Verify scaling parameters (e.g., 4mA=0 PSI, 20mA=100 PSI)
– Check control voltage presence (24VDC typical)
– Inspect for trapped wire insulation in terminals causing intermittent connections
Digital I/O Failures:
– HOA (Hand-Off-Auto) switch malfunctions
– Verify terminal programming matches physical wiring
– Check for EMI interference (maintain 6-inch separation between power and control cables)
Underload/Dry Well Protection:
For pump applications, set underload threshold to 70% of FLA for submersible pumps, 50% for centrifugal. If fault occurs at 27A on a 28.4A FLA motor, adjust threshold rather than disabling protection.
Procurement and Sizing Strategies to Prevent System Failures
Specification Best Practices
- Voltage Margin: Specify drives with 15% voltage headroom above nominal line voltage to accommodate utility fluctuations.
- Current Rating: Size drives at 110-125% of motor FLA to prevent overload trips during peak demand.
- Cable Length Management: For runs exceeding 100 meters, specify dv/dt filters or sinusoidal filters to prevent reflected wave phenomena that damage motor insulation.
- Bypass Requirements: Specify isolation contactors and manual bypass circuits for critical applications, ensuring maintenance can occur without process interruption.
Vendor Qualification Criteria
- Testing Protocols: Demand 100% full-load testing documentation before shipment
- Component Traceability: Verify IGBT modules (Infineon, Mitsubishi, or equivalent) and DC link capacitors (EPCOS/Nichicon) sourcing
- Firmware Stability: Request field-proven control algorithms with auto-tuning capabilities for motor parameter identification
Why Source Inverters and VFDs from China?
Chinese manufacturing has evolved from component assembly to advanced R&D integration, offering distinct advantages for industrial procurement:
Advanced Manufacturing Integration: Leading Chinese facilities now operate Industry 4.0 production lines with automated PCB assembly, AOI (Automated Optical Inspection), and burn-in testing chambers. This reduces defect rates to 50kW or with generator backup, always specify input line reactors to protect against voltage notching and reduce nuisance tripping.
Why does my solar pump VFD show high DC bus faults during afternoon operation?
This typically indicates MPPT hunting or rapid irradiance changes causing voltage spikes. Ensure the PV array open-circuit voltage (Voc) does not exceed 80% of the drive’s maximum DC input rating. Add braking resistors if the application requires rapid deceleration, or extend the deceleration ramp by 3-5 seconds to allow energy dissipation through the motor rather than the DC bus.
What documentation should I require from VFD suppliers to ensure quality?
Require: (1) Type test certificates for IEC 61800-2 compliance, (2) IGBT module datasheets showing thermal cycling ratings, (3) Capacitor life calculations based on ripple current and ambient temperature, (4) EMI test reports for CE marking, and (5) Burn-in test records showing 100% load operation for minimum 2 hours at maximum ambient temperature. For solar applications, additionally request MPPT efficiency curves across 200-800VDC input ranges.